کرسٹل بانڈنگ- لیزر کرسٹل کی جامع ٹیکنالوجی
مصنوعات کی تفصیل
لیزر کرسٹل پر بانڈنگ ٹیکنالوجی کے اطلاق کی اہمیت اس میں مضمر ہے: 1. لیزر ڈیوائسز/سسٹم کی چھوٹی اور انضمام، جیسے Nd:YAG/Cr: غیر فعال Q-switched مائکروچپ لیزرز کی تیاری کے لیے YAG بانڈنگ؛ 2. لیزر راڈز کی تھرمل استحکام کو بہتر بنانا، جیسے YAG/Nd:YAG/YAG (یعنی لیزر راڈ کے دونوں سروں پر نام نہاد "اینڈ کیپ" بنانے کے لیے خالص YAG کے ساتھ بندھا ہوا) Nd:YAG چھڑی کے آخری چہرے کے درجہ حرارت میں اضافے کو نمایاں طور پر کم کر سکتا ہے جب یہ کام کر رہی ہو، اور بنیادی طور پر سولڈکٹر پمپ کے لیے سولڈکسٹ پمپ کا استعمال کیا جاتا ہے۔ لیزرز جو اعلی طاقت کے آپریشن کی ضرورت ہوتی ہے.
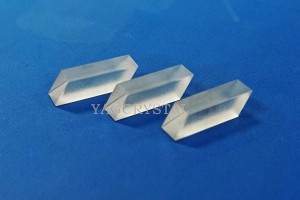
ہماری کمپنی کی موجودہ اہم YAG سیریز بانڈڈ کرسٹل مصنوعات میں شامل ہیں: Nd:YAG اور Cr4+:YAG بانڈڈ راڈز، Nd:YAG دونوں سروں پر خالص YAG کے ساتھ بندھے ہوئے، Yb:YAG اور Cr4+:YAG بانڈڈ راڈز، وغیرہ۔ Φ3 ~15mm سے قطر، 0.5~120mm سے لمبائی (موٹائی) کو مربع سٹرپس یا مربع شیٹ میں بھی پروسیس کیا جا سکتا ہے۔
بانڈڈ کرسٹل ایک ایسی مصنوع ہے جو ایک لیزر کرسٹل کو ایک یا دو خالص نان ڈوپڈ ہم جنس سبسٹریٹ مواد کے ساتھ بانڈنگ ٹیکنالوجی کے ذریعے یکجا کرتی ہے تاکہ ایک مستحکم امتزاج حاصل کیا جا سکے۔ تجربات سے پتہ چلتا ہے کہ بانڈنگ کرسٹل لیزر کرسٹل کے درجہ حرارت کو مؤثر طریقے سے کم کر سکتے ہیں اور چہرے کی خرابی کی وجہ سے تھرمل لینس کے اثر کو کم کر سکتے ہیں۔
خصوصیات
● چہرے کی خرابی کی وجہ سے کم تھرمل لینسنگ
● روشنی سے روشنی میں تبدیلی کی کارکردگی کو بہتر بنایا گیا ہے۔
● فوٹو ڈیمیج تھریشولڈ کے خلاف مزاحمت میں اضافہ
● بہتر لیزر آؤٹ پٹ بیم کا معیار
● گھٹا ہوا سائز
| چپٹا پن | <λ/10@632.8nm |
| سطح کا معیار | 10/5 |
| متوازی | <10 آرک سیکنڈ |
| عمودی پن | <5 آرک منٹ |
| چمفر | 0.1mm@45° |
| کوٹنگ کی پرت | AR یا HR کوٹنگ |
| آپٹیکل کوالٹی | مداخلت کے کنارے: ≤ 0.125/انچ مداخلت کے کنارے: ≤ 0.125/انچ |